概要
このセクションで説明するほとんどの量と同様に、長さも国際単位系で定義された基本量の1つである。 国際的に合意された長さの基本単位はメートルです。 長さの倍数や下位倍数には、キロメートル(1キロメートルは1000メートルに相当)やミリメートル(1ミリメートルは1000分の1メートルに相当)などがよく使われます。 皆さんも、定規、メジャー、メートル法、ヤードスティックなどを使って、いろいろな物の長さを測ったことがあると思います。 これらの一般的な測定器(総称はメジャー)は、科学者が適切な場合に長さを測定するために使用することもあります。 一般に、この種のメジャーには、センチメートル単位の大間隔とミリメートル単位の小間隔が記されている(目盛りがついている)。 したがって、メートル法を使えば、1メートルまでの物品の長さを、ミリメートル単位で測ることができる。

A selection of tools commonly used to measure length
多くの目的では、上に例示したような目盛りのついたメジャーが完全に適切である。 もちろん、測定の際には注意が必要である。 メジャーは、メジャーの最初のマーク(つまりゼロを表すマーク)が測定する長さの一端と一致するように慎重に配置されなければならない。 次に、メジャー上のマークが、測定する長さのもう一方の端に最も近くなるように探します。 視差エラーが発生する可能性を最小限にするために、目はメジャーと測定対象物の垂直上方にあるべきであることに注意してください。 視差誤差が何かわからない場合は、昔ながらのアナログ時計(針があるもの)をいろいろな角度から見てみてください。 時計の針が時計の文字盤と完全に一致していないため、時計に対する位置によって、時計の文字盤の微妙に異なる場所を指しているように見えることがわかります。
ここでもう一つ注意すべき点は、小節の分解能は小目盛りの間の最小の距離で決まるということです。 上の図のような小節の場合、最小の目盛りの間隔は通常1ミリメートルです。 より正式な分解能の定義は、あらゆる種類の測定器や計測機器に適用できるもので、出力で検出できる入力の最小変化量である。 ミリ目盛りのメジャーの場合、測定時に十分な注意と視力(または老眼鏡)があれば、1ミリの長さの変化(つまり入力の変化)は簡単に検出できる。 この場合の出力は、測定者が観察し記録した、測定対象物の端と一致するメジャー上のマークの位置となります。
バーニヤスケール
長さをより正確に測定する必要がある場合、あるいは測定する長さが上述のタイプのメジャーで容易に測定できない場合、別のタイプの測定器を使用する必要がある。 そのような測定器の一つに、バーニヤキャリパーと呼ばれるものがある。 典型的なノギスを下図に示します。 このように、外形測定用の大きな爪と、内形測定用の小さな爪があります。 ノギスには、他の測定器に見られる標準的な目盛りの他に、1631年にフランスの数学者ピエール・ヴェルニエが発明した「ヴェルニエ目盛」と呼ばれる目盛りが付いています。 この目盛りは、標準的なメジャーで測るよりも、はるかに小さな長さの違いを検出できるように設計されています。 ノギスは通常、棒や中空パイプの外径を測定するために使用されます。 中空パイプの場合は、内径の測定にも使用されます。
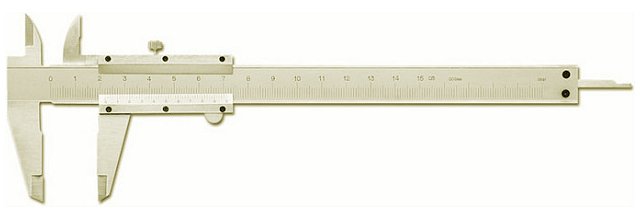
典型的なノギス
下の図は、ノギスを簡略化したものである。 ノギス本体にある主目盛りはセンチメートルで表示され、各小目盛りは1ミリメートルに相当します。 ノギスのスライド部分には副尺があり、こちらも一見ミリ単位で表示されています。 しかし、よく観察してみると、ノギスの目盛りは1ミリ以下の端数であることがわかります。 この例では、その端数は10分の1ミリ(0.1ミリ)である。 図ではノギスの爪を閉じているため、両方の目盛りのゼロマークが揃っていることにお気づきでしょう。 残りの目盛りは、主尺の対応する目盛りと徐々にずれていきます。 これはかなり奇妙に思えるかもしれませんが、実はこれによって、物体(たとえば鉄棒や銅管など)の外径寸法を10分の1ミリメートルの精度で測定することができるのです。
ジョーを閉じた状態のノギスの簡略図
次の図(下)は、その原理を示している。 ノギスを使って薄肉のアルミチューブの直径を測定しています。 このチューブの外径は、実際には (およそ) 5.7 mm です。 このことを知らないか、あるいは確かめようとしていると仮定しよう。 バーニヤスケールのゼロマークを見ると、メインスケールの5ミリのマークと6ミリのマークの間にあることがわかります。 したがって、このチューブの直径は5ミリから6ミリの間にあるはずで、見た感じでは5ミリよりも6ミリに近いと思う。 しかし、より正確な数字を知るためには、バーニヤ目盛りを見る必要があります。
ノギスで管の直径を測る
ノギスのゼロマークは、これまで述べたようにメインスケールの5ミリのマークと6ミリのマークの間のどこかにあるのです。 よく見ると、6ミリ目盛りにかなり近く、両者の距離の3分の2程度に位置しています。 これは、最終的な読み取り値に関わってくるので、覚えておいてください。
さて、次はバーニヤスケールそのものに注目してみましょう。 バーニヤスケールの各区間の値は、通常、スケールのどこかに表示されています。 表示されていない場合は、主尺の最小の間隔(この場合は1mm)を副尺の単位数(50)で割ると値がわかりますので、各間隔は1/50mm、つまり0.02mmのオフセットを表しています。
ここで探すべきは、バーニアスケールの約3分の2の位置にあるマークで、メインスケールのマークと正確に一致するものです。 これで、必要な正確な測定値を得るために、5 ミリメートルに加えなければならない単位数がわかります(バーニアスケールの各単位は 0.02mm に相当することを覚えておいてください)。
注意深く見ると、この位置合わせはバーニアスケールの 37 番目の間隔で行われていることがわかります (図では赤い矢印で位置合わせを示しました)。 これは、チューブの外径が5mm+37×0.02mm、つまり5.74mmであることを意味し、上で述べた(おおよその)寸法を確認することができます(この記述のオリジナル版の誤りを指摘してくれたJoel Pomerleau氏に感謝します)。
マイクロメーター
マイクロメーターも、高精度で長さを測ることができる器具のひとつです。 ノギスと同様、比較的小さな距離を測定することができる。 史上初のマイクロメータ・スクリューと呼ばれるものは、イギリスの天文学者、数学者、器具製作者であるウィリアム・ガスコイン(1612-1644)によって、副尺の改良版として発明された。 星や惑星など夜空の天体の見かけ上の大きさ(角径)と、それらの間の角距離をより正確に測定するために、望遠鏡とともに使われたのが始まりである。 マイクロメーターは、下図のようなノギスの形をしているものが圧倒的に多い。 1848年にフランスの発明家ジャン・ローラン・パルメール(Jean Laurent-Palmer)が開発したものが最初と言われている。 この装置は通常、G型のフレームで構成され、その「脚」には、寸法を読み取るための目盛りが内蔵されています。
A typical caliper-type micrometer
マイクロメータのバレル内には、校正ネジが入っていて、それをスリーブと呼ぶ外筒が囲んでいる。 スリーブにはシンブルと呼ばれる円筒形の部品がはめ込まれています。 シンブルを時計方向に回すと筒内のネジが進み、反時計方向に回すとネジが戻ります。 ねじは一回転すると、ピッチ(ねじの軸に平行な方向の、らせん状のねじ山の間隔)に相当する距離だけ進んだり、後退したりする。 ネジのピッチ(リードと呼ばれることもある)は、通常0.5ミリメートルである。 ねじは、スピンドルと呼ばれる平らな円形の金属棒に取り付けられています(通常)。 ねじが進むと、ねじはスピンドルを、G型フレームの反対側に取り付けられているアンビルと呼ばれる短い平面の円形金属棒の方に押し出します。 測定対象物は、スピンドルの面とアンビルの面の間に置かれ、測定対象物が2つの面の間に軽く挟まれるまでネジが回される。
スピンドルの面間の距離が求める測定値になります(上の図では中空パイプの直径です)。 スリーブの目盛りとシンブルの目盛りの両方を読み取ることで求めることができます。 マイクロメータのスリーブの目盛りは、通常、0.5ミリ間隔で表示されています。 この目盛りがシンブルの前縁に最も近いところにある(そしてまだ見える)ものが、求める1/2ミリ単位の測定値となります。 シンブルのマークは、実際にネジが1回転した割合を示しています。 上のノギス型マイクロメータは、シンブルの目盛りが等間隔に50個に分かれています。 ネジのピッチが0.5mmとすると、シンブルの目盛りは0.01mmの100分の1を表しています。 では、その目盛りを詳しく見てみましょう。
シンブルのゼロマークはスリーブの横線と一致している
上の図からわかるように、マイクロメータのスリーブの横線はシンブルのゼロマークと一致しているのです。 これは、ネジが一回転して、もう一回転しようとするところです。 シンブルは明らかにスリーブの15.5ミリを大きく越えているので、16ミリの印の上に直接乗っていると考えてよいでしょう。 ノギスタイプのマイクロメータには、スリーブにバーニア目盛りが付いているものもあり、この場合、1000分の1ミリ(通常0.001ミリ)の精度で測定することができます。
マイクロメーターの使用には、正確な測定を行うためにある程度の注意が必要である。 よくある間違いはネジを締めすぎることで、測定する材料が歪んだり、ネジ山自体が締めすぎたりして、不正確な測定値になることがあります。 マイクロメーターの中には、ネジの締めすぎを防止するラチェット機構を備えたものもあります。 また、マイクロメーターを使用する環境も重要なポイントです。 マイクロメーターのフレームは金属でできているため、熱による伸縮がある。 そのため、マイクロメーターの精度は、比較的狭い温度範囲でしか保証されません。 多くのマイクロメーターは、室温20度前後で正確な測定ができるように設計されています。 マイクロメータのフレームは、通常、剛性の高い金属鋳物でできており、使用中に曲がったり、たわんだりする可能性は低くなっています。 また、比較的高い熱質量を持つので、取り扱いの際の加熱の影響を軽減することができます。
コメントを残す