Prezentare generală
Ca majoritatea mărimilor despre care vom vorbi în această secțiune, lungimea este una dintre mărimile de bază definite de Sistemul Internațional de Unități. Unitatea de bază convenită la nivel internațional pentru lungime este metrul. Printre multiplii și submultiplii frecvent întâlniți ai lungimii se numără kilometrul (un kilometru este egal cu o mie de metri) și milimetrul (un milimetru este egal cu o miime de metru). Ați folosit fără îndoială o riglă, o bandă de măsurat, o riglă de un metru sau un metru pentru a măsura lungimea diferitelor obiecte. Aceste dispozitive de măsurare obișnuite (al căror termen generic este măsură) sunt, de asemenea, utilizate uneori de oamenii de știință, atunci când este cazul, pentru măsurarea lungimii. În mod obișnuit, acest tip de măsură este marcat (gradat) cu intervale majore în centimetri și intervale minore în milimetri. Prin urmare, cu o riglă de un metru, putem măsura lungimea unui obiect de până la un metru, cu o precizie de un milimetru.

O selecție de instrumente utilizate în mod obișnuit pentru măsurarea lungimii
Pentru multe scopuri, o măsură gradată de tipul celei ilustrate mai sus este perfect adecvată. Evident, trebuie să se aibă grijă la măsurare. Măsura trebuie poziționată cu grijă, astfel încât să se asigure că primul semn de pe măsură (adică semnul care reprezintă zero) este aliniat cu un capăt al lungimii măsurate. Se caută apoi marcajul de pe măsură care se aliniază cel mai bine cu celălalt capăt al lungimii măsurate. Rețineți că ochiul trebuie să se afle vertical deasupra măsurii și a obiectului care se măsoară pentru a minimiza posibilitatea apariției erorilor de paralaxă. Dacă nu știți ce este o eroare de paralaxă, încercați să vă uitați la un ceas analogic de modă veche (adică unul cu ace) din unghiuri diferite. Veți vedea că, deoarece acele ceasului nu sunt complet la același nivel cu cadranul ceasului, acestea pot părea să arate spre puncte ușor diferite de pe cadranul ceasului, în funcție de poziția dumneavoastră față de ceas.
Un alt aspect care trebuie reținut aici este că rezoluția măsurii este determinată de cea mai mică distanță dintre gradațiile minore. În cazul tipului de măsură ilustrat mai sus, cea mai mică distanță între gradații este, în mod normal, de un milimetru. O definiție mai formală a rezoluției, care poate fi aplicată la uneltele și instrumentele de măsurare de toate tipurile, este cea mai mică modificare a datelor de intrare care poate fi detectată la ieșire. În cazul instrumentului nostru de măsurat cu gradații milimetrice, o modificare a lungimii măsurate (adică o modificare a datelor de intrare) de un milimetru va fi ușor de detectat, atât timp cât avem grijă și atenție atunci când facem măsurători și avem o vedere destul de bună (sau o pereche de ochelari de lectură decentă). În acest caz, ieșirea va fi poziția semnului de pe măsurător care se aliniază cu capătul obiectului măsurat, așa cum a fost observat și înregistrat de persoana care efectuează măsurarea.
Cântarul vernier
Atunci când sunt necesare măsurători mai precise ale lungimii sau când lungimea măsurată nu poate fi măsurată cu ușurință cu tipul de măsură discutat mai sus, trebuie să folosim un alt tip de instrument de măsură. Un astfel de instrument se numește etalon vernier. Un calibru vernier tipic este ilustrat mai jos. După cum puteți vedea, acesta are o pereche mare de fălci pentru efectuarea măsurătorilor externe și o pereche mult mai mică de fălci care poate fi utilizată pentru măsurători interne. În plus față de scara gradată standard care se găsește pe alte tipuri de instrumente de măsurare, etrierul vernier are o scală suplimentară numită scală vernier, după numele matematicianului francez Pierre Vernier care a inventat-o în 1631. Scara vernier este concepută pentru a permite utilizatorului să detecteze variații de lungime mult mai mici decât ar fi posibil cu ajutorul unei măsuri standard. Un calibru vernier este utilizat de obicei pentru a măsura diametrul exterior al unei tije sau al unei țevi goale. În cazul unei țevi goale, acesta poate fi utilizat și pentru a măsura diametrul interior.
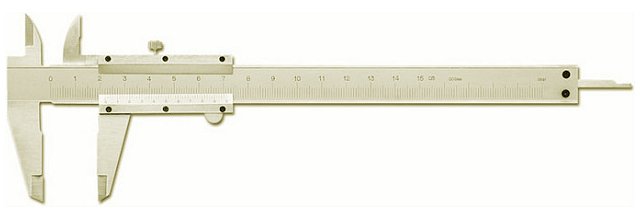
Un etrier vernier tipic
Graficul de mai jos prezintă o vedere simplificată a etrierului vernier. Scala principală se află pe corpul etrierului și este marcată în centimetri, fiecare interval minor reprezentând un milimetru. Scara vernier se află pe partea glisantă a etrierului vernier și este, de asemenea, aparent marcată în milimetri. Cu toate acestea, o examinare mai atentă va arăta că fiecare interval minor de pe scara vernier reprezintă, de fapt, o fracțiune mai mică de un milimetru. În exemplul nostru, această fracțiune este de o zecime de milimetru (0,1 mm). Veți observa că, deoarece fălcile calibrului vernier sunt închise în ilustrație, marcajul zero de pe ambele scări este aliniat. Celelalte semne de pe scara vernier sunt decalate progresiv față de semnele corespunzătoare de pe scara principală. Deși acest lucru poate părea destul de ciudat, el ne permite, de fapt, să măsurăm dimensiunea exterioară a unui obiect (cum ar fi o bară de oțel sau o țeavă de cupru, de exemplu) cu o precizie de o zecime de milimetru.
O vedere parțială simplificată a calibrului vernier cu fălcile închise
Următoarea ilustrație (de mai jos) demonstrează principiul. Folosim etrierul vernier pentru a măsura diametrul unui tub de aluminiu cu pereți subțiri. Tubul are de fapt un diametru exterior de (aproximativ) cinci virgulă-șapte milimetri (5,7 mm). Să presupunem fie că nu știm acest lucru, fie că încercăm să îl verificăm. Dacă vă uitați la semnul zero de pe scara vernier, veți vedea că acesta se află undeva între semnul de cinci milimetri și semnul de șase milimetri de pe scara principală. Prin urmare, tubul nostru trebuie să aibă un diametru cuprins între cinci și șase milimetri și, doar uitându-mă la el, aș spune că este mai aproape de șase milimetri decât de cinci. Totuși, pentru a obține o cifră mai precisă, trebuie să ne uităm la scara vernier.
Utilizarea calibrului cu vernier pentru a măsura diametrul unui tub
Semnul zero de pe scara cu vernier, așa cum am spus, se află undeva între semnul de cinci milimetri și cel de șase milimetri de pe scara principală. Dacă ne uităm cu atenție, putem observa că se află semnificativ mai aproape de semnul de șase milimetri, la aproximativ două treimi din distanța dintre cele două. Țineți minte acest lucru, deoarece va avea o influență asupra citirii noastre finale.
Să ne îndreptăm acum atenția spre scara vernier propriu-zisă. Valoarea fiecărui interval de pe scara vernier este de obicei indicată undeva pe scală. Dacă nu, îi puteți determina valoarea împărțind cel mai mic interval de pe scara principală (în acest caz, 1 mm) la numărul de unități de pe scara vernier (care este de 50), astfel încât fiecare interval reprezintă un decalaj de 1/50 mm, sau 0,02 mm.
Ceea ce trebuie să căutăm aici este un semn pe scara vernier care se află la aproximativ două treimi din scala vernier și care se aliniază exact cu un semn de pe scara principală. Acest lucru ne va da numărul de unități pe care trebuie să le adăugăm la cinci milimetri pentru a obține măsura exactă de care avem nevoie (nu uitați că fiecare unitate de pe scara vernier valorează 0,02 mm).
Dacă vă uitați cu atenție, veți vedea că această aliniere are loc la cel de-al treizeci și șaptelea interval de pe scara vernier (am arătat alinierea folosind o săgeată roșie pe ilustrație). Acest lucru înseamnă că diametrul exterior al tubului nostru este de 5 mm plus 37 × 0,02 mm, adică 5,74 mm, ceea ce confirmă dimensiunea (aproximativă) care ne-a fost dată mai sus (multe mulțumiri lui Joel Pomerleau pentru că ne-a semnalat erorile din versiunea originală a acestei descrieri).
Micrometrul
Micrometrul este un alt dispozitiv care poate fi folosit pentru a măsura lungimea cu un grad ridicat de precizie. Ca și în cazul calibrului vernier, distanțele implicate sunt relativ mici. Primul șurub micrometric din toate timpurile, așa cum a fost numit, a fost inventat de astronomul, matematicianul și constructorul de instrumente englez William Gascoigne (1612-1644) ca o îmbunătățire a scării vernier. Acesta a fost folosit pentru prima dată cu un telescop pentru a măsura cu mai multă precizie dimensiunea aparentă (sau diametrul unghiular) a obiectelor de pe cerul nopții, cum ar fi stelele și planetele, precum și distanțele unghiulare dintre ele. De departe, cel mai comun tip de micrometru ia forma unui calibru, precum cel prezentat mai jos. Cel mai vechi exemplu cunoscut al unui astfel de dispozitiv a fost dezvoltat de inventatorul francez Jean Laurent-Palmer (despre care se pare că se cunosc foarte puține lucruri) în 1848. Dispozitivul constă, de obicei, dintr-un cadru în formă de G, al cărui „picior” încorporează o scală care poate fi utilizată pentru a citi măsurătorile.
Un micrometru tipic de tip etrier
Un șurub calibrat este găzduit în interiorul țeava micrometrului, care este înconjurat de un cilindru exterior numit manșon. O altă componentă cilindrică, numită degetar, se potrivește peste manșon. Rotirea degetarului în sensul acelor de ceasornic face ca șurubul din interiorul cilindrului să avanseze, în timp ce rotirea acestuia în sens invers acelor de ceasornic face ca șurubul să se retragă. Pe măsură ce șurubul este rotit o tură completă, acesta avansează sau se retrage cu o distanță echivalentă cu pasul său (pasul este distanța dintre crestăturile filetului elicoidal al șurubului, măsurată paralel cu axa șurubului). Pasul (numit uneori și avans) al șurubului este de obicei de 0,5 milimetri. Șurubul este atașat la o bară metalică circulară (de obicei) cu fața plată, numită ax. Atunci când șurubul avansează, împinge axul spre o bară metalică circulară scurtă, cu fața plată, numită nicovală, care este atașată de partea opusă a cadrului în formă de G. Obiectul care urmează să fie măsurat este plasat între fața fusului și cea a nicovallei, iar șurubul este rotit până când obiectul este ținut ușor între cele două fețe.
Distanța dintre fețele fusului va fi măsura pe care o căutăm (în ilustrația de mai sus, aceasta este diametrul unei țevi goale). Ea poate fi determinată prin citirea atât a scalei de pe manșon, cât și a scalei de pe degetar. Scara de pe manșonul micrometrului este marcată, de obicei, la intervale de jumătate de milimetru. Oricare dintre aceste marcaje se află cel mai aproape de marginea din față a degetarului (și este încă vizibilă) ne va da măsura pe care o căutăm cu o precizie de jumătate de milimetru. Marcajele de pe degetar ne indică proporția de rotație completă pe care a făcut-o de fapt șurubul. Pe micrometrul de tip calibru prezentat mai sus, scara de pe degetar este împărțită în cincizeci (50) de intervale egal distanțate. Având în vedere că pasul (sau avansul) șurubului este de o jumătate de milimetru (0,5 mm), atunci fiecare interval de pe degetar reprezintă o sutime de milimetru (0,01 mm). Să ne uităm mai atent la scări.
Marca zero de pe degetar este aliniată cu linia orizontală de pe manșon
După cum puteți vedea din ilustrația de mai sus, linia orizontală de pe manșonul micrometrului se aliniază cu marca zero de pe degetar. Acest lucru înseamnă că șurubul tocmai a terminat o tură completă și este pe cale să înceapă o alta. Având în vedere că degetarul a depășit în mod clar și semnificativ marcajul de cincisprezece milimetri și jumătate de pe manșon, putem presupune în mod sigur că este așezat direct pe marcajul de șaisprezece milimetri, ceea ce înseamnă că tubul nostru are exact șaisprezece milimetri (16 mm) în diametru. Unele micrometre de tip calibru au în plus o scală vernier pe manșon, ceea ce permite efectuarea de măsurători cu o precizie de (de obicei) o miime de milimetru (0,001 mm).
Utilizarea unui micrometru necesită o anumită atenție dacă se dorește efectuarea unor măsurători precise. O greșeală frecventă este strângerea excesivă a șurubului, ceea ce poate da o măsurătoare inexactă din cauza deformării materialului măsurat sau a strângerii excesive a filetelor șurubului în sine. Unele micrometre încorporează un mecanism cu clichet care împiedică strângerea excesivă a șurubului. Un alt aspect de luat în considerare este mediul în care este utilizat micrometrul. Deoarece cadrul micrometrului este confecționat din metal, acesta este supus la dilatare și contracție termică. Prin urmare, acuratețea micrometrului este garantată doar într-o gamă relativ îngustă de temperaturi. Majoritatea micrometrelor sunt concepute pentru a oferi măsurători precise la aproximativ 20 de grade Celsius (adică la temperatura camerei). Cadrul micrometrului este, de obicei, o piesă metalică rigidă turnată, ceea ce reduce șansele ca acesta să se îndoaie sau să flecteze în timpul utilizării. De asemenea, va avea o masă termică relativ mare, ceea ce reduce efectele de încălzire cauzate de manipulare.
Lasă un răspuns