Přehled
Stejně jako většina veličin, o kterých budeme hovořit v této části, je i délka jednou ze základních veličin definovaných v Mezinárodní soustavě jednotek. Mezinárodně dohodnutou základní jednotkou délky je metr. Mezi běžně se vyskytující násobky a podnásobky délky patří kilometr (jeden kilometr se rovná jednomu tisíci metrů) a milimetr (jeden milimetr se rovná jedné tisícině metru). K měření délky různých předmětů jste nepochybně používali pravítko, metr, metr nebo metr. Tyto běžné měřicí přístroje (jejichž obecný výraz je míra) někdy používají k měření délky také vědci, pokud je to vhodné. Obvykle je tento druh míry označen (odstupňován) s hlavními intervaly v centimetrech a vedlejšími intervaly v milimetrech. Pomocí metrového pravidla tedy můžeme změřit délku předmětu až do délky jednoho metru s přesností na milimetry.

Výběr nástrojů běžně používaných k měření délky
Pro mnoho účelů je zcela dostačující odstupňovaná míra, jak je znázorněno výše. Při měření je samozřejmě třeba dbát zvýšené opatrnosti. Míru je třeba pečlivě umístit tak, aby první značka na míře (tj. značka představující nulu) byla zarovnána s jedním koncem měřené délky. Poté hledáte značku na měřidle, která je nejblíže zarovnána s druhým koncem měřené délky. Všimněte si, že oko by mělo být svisle nad měřidlem a měřeným předmětem, aby se minimalizovala možnost vzniku chyb paralaxy. Pokud nevíte, co je to chyba paralaxy, zkuste se podívat na staromódní analogové hodiny (tj. hodiny s ručičkami) z různých úhlů. Uvidíte, že vzhledem k tomu, že ručičky hodin nejsou zcela v jedné rovině s ciferníkem, může se zdát, že ukazují na mírně odlišné body na ciferníku hodin v závislosti na vaší poloze vůči hodinám.
Dalším bodem, který je zde třeba si uvědomit, je, že rozlišení míry je určeno nejmenší vzdáleností mezi menšími stupnicemi. V případě výše znázorněného typu míry je nejmenší vzdálenost mezi stupnicemi obvykle jeden milimetr. Formálnější definice rozlišení, kterou lze použít pro měřicí nástroje a přístroje všeho druhu, je nejmenší změna na vstupu, kterou lze zjistit na výstupu. V případě naší milimetrové stupnice bude změna měřené délky (tj. změna vstupu) o jeden milimetr snadno rozpoznatelná, pokud budeme při měření dbát náležité opatrnosti a pozornosti a budeme mít přiměřeně dobrý zrak (nebo slušné brýle na čtení). Výstupem v tomto případě bude poloha značky na měřidle, která se shoduje s koncem měřeného předmětu, jak ji pozorovala a zaznamenala osoba provádějící měření.
Vernierovo měřítko
Pokud potřebujeme přesnější měření délky nebo pokud měřenou délku nelze snadno změřit výše popsaným typem měřidla, musíme použít jiný typ měřidla. Jeden z takových přístrojů se nazývá noniové měřidlo. Typické noniové měřidlo je znázorněno na obrázku níže. Jak vidíte, má velký pár čelistí pro vnější měření a mnohem menší pár čelistí, které lze použít pro vnitřní měření. Kromě standardní stupnice, kterou najdete na jiných typech měřicích přístrojů, má vernierovo třmenové měřidlo další stupnici, která se nazývá vernierova stupnice podle francouzského matematika Pierra Verniera, který ji v roce 1631 vynalezl. Vernierova stupnice je navržena tak, aby umožnila uživateli zjistit mnohem menší odchylky v délce, než by bylo možné pomocí standardního měřidla. Vernierovo měřítko se obvykle používá k měření vnějšího průměru tyče nebo duté trubky. V případě duté trubky jej lze použít také k měření vnitřního průměru.
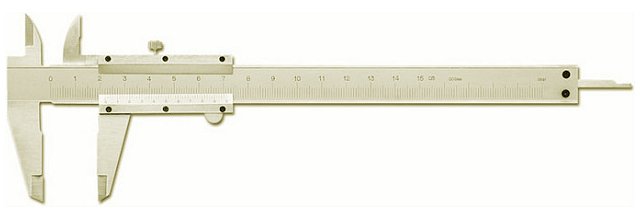
Typické noniové měřidlo
Na následujícím obrázku je znázorněn zjednodušený pohled na noniové měřidlo. Hlavní stupnice je na těle třmenu a je vyznačena v centimetrech, přičemž každý menší interval představuje jeden milimetr. Niveální stupnice je na posuvné části posuvného měřítka a je zřejmě také vyznačena v milimetrech. Při bližším zkoumání však zjistíme, že každý menší interval na stupnici nonia je ve skutečnosti o zlomek menší než jeden milimetr. V našem příkladu je to jedna desetina milimetru (0,1 mm). Všimněte si, že díky tomu, že jsou čelisti posuvného měřítka na obrázku zavřené, je značka nuly na obou stupnicích zarovnaná. Zbývající značky na noniové stupnici se postupně rozcházejí s odpovídajícími značkami na hlavní stupnici. Ačkoli se to může zdát poněkud zvláštní, ve skutečnosti nám to umožňuje měřit vnější rozměr předmětu (jako je například ocelová tyč nebo měděná trubka) s přesností na jednu desetinu milimetru.
Zjednodušený částečný pohled na posuvné měřítko se zavřenými čelistmi
Další obrázek (níže) demonstruje princip. Vernierovým kalibrem měříme průměr tenkostěnné hliníkové trubky. Trubka má ve skutečnosti vnější průměr (přibližně) pět a sedm milimetrů (5,7 mm). Předpokládejme, že to buď nevíme, nebo se to snažíme ověřit. Pokud se podíváte na značku nuly na stupnici vernieru, zjistíte, že leží někde mezi značkou pěti milimetrů a značkou šesti milimetrů na hlavní stupnici. Naše trubice tedy musí mít průměr mezi pěti a šesti milimetry a jen podle pohledu na ni bych řekl, že byla blíže šesti milimetrům než pěti. Abychom však získali přesnější údaj, musíme se podívat na stupnici noniusů.
Použití posuvného měřítka k měření průměru trubky
Nulová značka na posuvném měřítku, jak jsme si řekli, leží někde mezi značkou pěti milimetrů a značkou šesti milimetrů na hlavní stupnici. Pokud se podíváme pozorněji, vidíme, že leží podstatně blíže k šestimilimetrové značce, přibližně ve dvou třetinách vzdálenosti mezi nimi. Zapamatujte si to, protože to bude mít vliv na náš konečný údaj.
Obraťme nyní pozornost k samotné stupnici noniálu. Hodnota každého intervalu na noniové stupnici je obvykle uvedena někde na stupnici. Pokud tomu tak není, můžete její hodnotu určit tak, že nejmenší interval na hlavní stupnici (v tomto případě 1 mm) vydělíte počtem jednotek na stupnici noniové stupnice (což je 50), takže každý interval představuje posun o 1/50 mm, tedy 0,02 mm.
Zde potřebujeme hledat značku na stupnici nonia, která se nachází přibližně ve dvou třetinách její délky a která přesně souhlasí se značkou na hlavní stupnici. Tím získáme počet jednotek, které musíme přičíst k pěti milimetrům, abychom získali přesný požadovaný rozměr (nezapomeňte, že každá jednotka na stupnici nonia má hodnotu 0,02 mm).
Pokud se pozorně podíváte, uvidíte, že k tomuto vyrovnání dochází na třicátém sedmém intervalu na stupnici nonia (na obrázku jsme vyrovnání znázornili pomocí červené šipky). To znamená, že vnější průměr naší trubice je 5 mm plus 37 × 0,02 mm, tedy 5,74 mm, což potvrzuje (přibližný) rozměr, který jsme dostali výše (děkujeme Joelu Pomerleauovi za upozornění na chyby v původní verzi tohoto popisu).
Mikrometr
Mikrometr je další zařízení, které lze použít k měření délky s vysokou přesností. Stejně jako u posuvného měřítka jde o relativně malé vzdálenosti. Vůbec první mikrometrický šroub, jak byl nazván, vynalezl anglický astronom, matematik a nástrojař William Gascoigne (1612-1644) jako vylepšení noniové stupnice. Poprvé byla použita s dalekohledem k přesnějšímu měření zdánlivé velikosti (nebo úhlového průměru) objektů na noční obloze, jako jsou hvězdy a planety, a úhlových vzdáleností mezi nimi. Zdaleka nejběžnější typ mikrometru má podobu kalibru, jako je ten na obrázku níže. Nejstarší známý příklad takového přístroje vyvinul francouzský vynálezce Jean Laurent-Palmer (o němž se zdá být známo jen velmi málo) v roce 1848. Přístroj se obvykle skládá z rámu ve tvaru písmene G, jehož „noha“ obsahuje stupnici, na níž lze odečítat naměřené hodnoty.
Typický mikrometr třmenového typu
Kalibrovaný šroub je umístěn uvnitř hlavně mikrometru, která je obklopena vnějším válcem zvaným objímka. Na objímku se nasazuje další válcová součástka, nazývaná náprstek. Otáčením náprstku ve směru hodinových ručiček se šroub v hlavni posouvá vpřed, zatímco otáčením proti směru hodinových ručiček se šroub vrací zpět. Při jedné úplné otáčce se šroub posune nebo ustoupí o vzdálenost odpovídající jeho stoupání (stoupání je vzdálenost mezi hřebeny šroubového závitu měřená rovnoběžně s osou šroubu). Stoupání (někdy také nazývané předstih) šroubu je obvykle 0,5 milimetru. Šroub je připevněn k (obvykle) ploché kruhové kovové tyči zvané vřeteno. Když šroub postupuje vpřed, tlačí vřeteno směrem ke krátké ploché kruhové kovové tyči zvané kovadlina, která je připevněna na opačné straně rámu ve tvaru písmene G. Šroub se pohybuje směrem ke kovadlině. Měřený předmět se umístí mezi plochu vřetena a plochu kovadliny a šroub se otáčí, dokud se předmět lehce neudrží mezi oběma plochami.
Vzdálenost mezi plochami vřetena bude hledaným měřením (na obrázku výše je to průměr duté trubky). Lze ji určit odečtením stupnice na objímce i stupnice na náprstku. Stupnice na objímce mikrometru je obvykle vyznačena v půlmilimetrových intervalech. Kterákoli z těchto značek je nejblíže přednímu okraji náprstku (a je stále viditelná), nám poskytne hledané měření s přesností na půl milimetru. Značky na náprstku nám říkají, jakou část plné otáčky šroub skutečně udělal. Na výše uvedeném mikrometru třmenového typu je stupnice na náprstku rozdělena na padesát (50) stejně vzdálených intervalů. Vzhledem k tomu, že rozteč (nebo předstih) šroubu je půl milimetru (0,5 mm), pak každý interval na náprstku představuje jednu setinu milimetru (0,01 mm). Podívejme se na stupnice blíže.
Nulová značka na náprstku je zarovnána s vodorovnou čarou na objímce
Jak je vidět z obrázku výše, vodorovná čára na objímce mikrometru se shoduje s nulovou značkou na náprstku. To znamená, že šroub právě dokončil jednu úplnou otáčku a chystá se zahájit další. Protože náprstek zřetelně výrazně přesahuje značku patnácti a půl milimetru na objímce, můžeme bezpečně předpokládat, že se nachází přímo na značce šestnácti milimetrů, což znamená, že naše trubka má průměr přesně šestnáct milimetrů (16 mm). Některé mikrometry třmenového typu mají na objímce navíc stupnici s noniusem, která umožňuje měření s přesností (obvykle) na jednu tisícinu milimetru (0,001 mm).
Má-li být měření přesné, vyžaduje použití mikrometru určitou opatrnost. Častou chybou je přílišné utažení šroubu, které může vést k nepřesnému měření v důsledku deformace měřeného materiálu nebo přílišného utažení samotných závitů šroubu. Některé mikrometry mají ráčnový mechanismus, který zabraňuje přílišnému utažení šroubu. Dalším faktorem je prostředí, ve kterém se mikrometr používá. Protože rám mikrometru je vyroben z kovu, podléhá tepelné roztažnosti a smršťování. Přesnost mikrometru je proto zaručena pouze v poměrně úzkém rozsahu teplot. Většina mikrometrů je konstruována tak, aby poskytovala přesná měření při teplotě kolem dvaceti stupňů Celsia (tj. při pokojové teplotě). Rám mikrometru je obvykle tvořen pevným kovovým odlitkem, což snižuje pravděpodobnost, že se při používání ohne nebo prohne. Má také poměrně vysokou tepelnou hmotnost, která snižuje účinky zahřívání při manipulaci.
Napsat komentář