Översikt
Liksom de flesta storheter som vi kommer att tala om i det här avsnittet är längd en av de basstorheter som definieras i det internationella enhetssystemet. Den internationellt överenskomna basenheten för längd är metern. Vanliga multiplar och submultiplar av längd är kilometern (en kilometer är lika med tusen meter) och millimetern (en millimeter är lika med en tusendedel av en meter). Du har säkert använt en linjal, ett måttband, en meterregel eller en måttstock för att mäta längden på olika föremål. Dessa vanliga mätinstrument (vars samlingsnamn är mått) används ibland även av forskare för att mäta längd. Vanligtvis är denna typ av mått markerade (graderade) med stora intervall i centimeter och små intervall i millimeter. Med en meterregel kan vi därför mäta längden på ett föremål som är upp till en meter långt, till närmaste millimeter.

Ett urval av verktyg som vanligen används för att mäta längd
För många ändamål räcker ett graderat mått av det slag som illustreras ovan alldeles utmärkt. Självklart måste man vara försiktig när man mäter. Måttet ska placeras noggrant så att det första märket på måttet (dvs. det märke som representerar noll) är i linje med ena änden av den längd som ska mätas. Du letar sedan efter det märke på måttet som ligger närmast i linje med den andra änden av den längd som ska mätas. Observera att ögat bör befinna sig vertikalt ovanför måttet och det objekt som mäts för att minimera risken för parallaxfel. Om du inte vet vad ett parallaxfel är, försök att titta på en gammaldags analog klocka (dvs. en klocka med visare) från olika vinklar. Du kommer att se att eftersom klockans visare inte ligger helt i nivå med urtavlan kan de tyckas peka på lite olika punkter på urtavlan, beroende på din position i förhållande till klockan.
En annan sak att notera här är att måttets upplösning bestäms av det minsta avståndet mellan de mindre graderingarna. I fallet med den typ av mått som illustreras ovan är det minsta avståndet mellan graderingarna normalt en millimeter. En mer formell definition av upplösning, som kan tillämpas på mätverktyg och instrument av alla slag, är den minsta förändring av inmatningen som kan upptäckas vid utgången. I fallet med vårt mått med millimetergradering kommer en förändring av den längd som mäts (dvs. en förändring av insatsen) på en millimeter lätt att upptäckas, så länge vi är försiktiga och uppmärksamma när vi gör mätningar och har någorlunda god syn (eller ett par ordentliga läsglasögon). Utgången i detta fall kommer att vara positionen för märket på måttet som ligger i linje med ändan av det föremål som mäts, så som den observeras och registreras av den person som utför mätningen.
Vernierskalan
När mer exakta längdmätningar krävs, eller när den längd som ska mätas inte enkelt kan mätas med den typ av mått som diskuterats ovan, måste vi använda en annan typ av mätinstrument. Ett sådant instrument kallas för en verniermätare. Ett typiskt skjutmått är illustrerat nedan. Som du kan se har den ett stort par käftar för utvändiga mätningar och ett mycket mindre par käftar som kan användas för invändiga mätningar. Förutom den vanliga graderade skalan som finns på andra typer av mätverktyg har verniermåttet ytterligare en skala som kallas vernierskala, efter den franske matematikern Pierre Vernier som uppfann den 1631. Vernierskalan är utformad så att användaren kan upptäcka mycket mindre avvikelser i längd än vad som skulle vara möjligt med hjälp av ett standardmått. Ett verniermått används vanligtvis för att mäta ytterdiametern på en stång eller ett ihåligt rör. När det gäller ett ihåligt rör kan den också användas för att mäta innerdiametern.
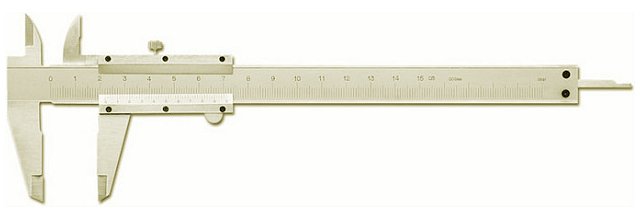
En typisk skjutmätare
Grafiken nedan visar en förenklad bild av skjutmätaren. Huvudskalan är placerad på kaliberskålen och är markerad i centimeter, där varje mindre intervall motsvarar en millimeter. Vernierskalan finns på den glidande delen av skjutmåttet och är tydligen också markerad i millimeter. En närmare undersökning visar dock att varje mindre intervall på vernierskalan i själva verket är en bråkdel mindre än en millimeter. I vårt exempel är denna bråkdel en tiondels millimeter (0,1 mm). Du kommer att lägga märke till att nollmarkeringen på båda skalorna är i linje med varandra, eftersom käftarna på mätskivan är stängda i illustrationen. De återstående märkena på vernierskalan är successivt ojämna med motsvarande märken på huvudskalan. Även om detta kan tyckas ganska märkligt gör det faktiskt att vi kan mäta den yttre dimensionen av ett föremål (t.ex. en stålstång eller ett kopparrör) med en noggrannhet på en tiondels millimeter.
En förenklad delvy av en skjutmätare med stängda käftar
Nästa illustration (nedan) demonstrerar principen. Vi använder skjutmåttet för att mäta diametern på ett tunnväggigt aluminiumrör. Röret har faktiskt en ytterdiameter på (ungefär) fem och sju millimeter (5,7 mm). Låt oss anta att vi antingen inte vet detta eller att vi försöker verifiera det. Om du tittar på nollmarkeringen på vernierskalan ser du att den ligger någonstans mellan femmillimetermarkeringen och sexmillimetermarkeringen på huvudskalan. Vårt rör måste därför vara mellan fem och sex millimeter i diameter, och bara genom att titta på det skulle jag säga att det var närmare sex millimeter än fem. För att få en mer exakt siffra måste vi dock titta på vernierskalan.
Använda verniermåttskala för att mäta diametern på ett rör
Nollmarkeringen på vernierskalan ligger som sagt någonstans mellan femmillimetermarkeringen och sexmillimetermarkeringen på huvudskalan. Om vi tittar noga kan vi se att det ligger betydligt närmare sexmillimetermarkeringen, på ungefär två tredjedelar av avståndet mellan de två. Kom ihåg detta, eftersom det kommer att ha betydelse för vår slutliga avläsning.
Låt oss nu rikta vår uppmärksamhet mot själva vernierskalan. Värdet för varje intervall på vernierskalan visas vanligtvis någonstans på skalan. Om så inte är fallet kan du bestämma värdet genom att dividera det minsta intervallet på huvudskalan (i det här fallet 1 mm) med antalet enheter på vernierskalan (som är 50), så varje intervall representerar en förskjutning på 1/50 mm, eller 0,02 mm.
Vad vi behöver leta efter här är ett märke på vernierskalan som är ungefär två tredjedelar av vägen längs vernierskalan, och som ligger exakt i linje med ett märke på huvudskalan. Detta ger oss det antal enheter som vi måste lägga till fem millimeter för att få det exakta måttet vi behöver (kom ihåg att varje enhet på vernierskalan är värd 0,02 mm).
Om du tittar noga kommer du att se att denna justering sker vid det trettiosjunde intervallet på vernierskalan (vi har visat justeringen med en röd pil på illustrationen). Detta innebär att ytterdiametern på vårt rör är 5 mm plus 37 × 0,02 mm, eller 5,74 mm, vilket bekräftar den (ungefärliga) dimension som vi fick ovan (stort tack till Joel Pomerleau för att han påpekade felen i den ursprungliga versionen av denna beskrivning).
Mikrometern
Mikrometern är en annan anordning som kan användas för att mäta längd med hög precision. Liksom med nollmätaren är avstånden som berörs relativt små. Den allra första mikrometriska skruven, som den kallades, uppfanns av den engelske astronomen, matematikern och instrumentmakaren William Gascoigne (1612-1644) som en förbättring av vernierskalan. Den användes först tillsammans med ett teleskop för att mer exakt mäta den skenbara storleken (eller vinkeldiametern) på objekt på natthimlen, t.ex. stjärnor och planeter, och de vinkelmässiga avstånden mellan dem. Den överlägset vanligaste typen av mikrometer har formen av ett skjutmått, som den som visas nedan. Det tidigaste kända exemplet på en sådan anordning utvecklades av den franske uppfinnaren Jean Laurent-Palmer (om vilken mycket lite annat verkar vara känt) år 1848. Anordningen består vanligtvis av en G-formad ram, vars ”ben” innehåller en skala som kan användas för att avläsa mätningar.
En typisk mikrometer av kalyptyp
En kalibrerad skruv är inrymd i mikrometerns pipa, som är omgiven av en yttre cylinder som kallas hylsa. En annan cylindrisk komponent, kallad fingerborg, passar över hylsan. Genom att vrida fingerringen medsols får skruven i cylindern att gå framåt, medan den genom att vrida den moturs får skruven att dra sig tillbaka. När skruven vrids ett helt varv, går den framåt eller bakåt med ett avstånd som motsvarar dess stigning (stigningen är avståndet mellan åsarna i den spiralformade skruvgängan, mätt parallellt med skruvens axel). Skruvens stigning (ibland även kallad steglängd) är vanligtvis 0,5 millimeter. Skruven är fäst på en (vanligen) platt rund metallstång som kallas spindel. När skruven går framåt trycker den spindeln mot en kort, platt rund metallstång som kallas städ och som är fäst på den motsatta sidan av den G-formade ramen. Föremålet som ska mätas placeras mellan spindelns och städets yta, och skruven vrids tills föremålet hålls lätt mellan de två ytorna.
Avståndet mellan spindelns ytor kommer att vara det mått vi söker (i illustrationen ovan är detta diametern på ett ihåligt rör). Det kan bestämmas genom att läsa av både skalan på hylsan och skalan på fingerborgen. Skalan på hylsan på mikrometern är vanligtvis markerad med halvmillimeterintervall. Den av dessa markeringar som ligger närmast fingerborgens framkant (och fortfarande är synlig) ger oss det mått vi söker med en halvmillimeter noggrannhet. Markeringarna på fingerborg talar om hur stor del av ett helt varv skruven faktiskt har gjort. På den mikrometer av kalyptyp som visas ovan är skalan på fingerborgsskivan uppdelad i femtio (50) lika stora intervaller. Eftersom skruvens stigning är en halv millimeter (0,5 mm) motsvarar varje intervall på fingerborg en hundradel av en millimeter (0,01 mm). Låt oss ta en närmare titt på skalorna.
Nollmarkeringen på fingerborg är i linje med den horisontella linjen på hylsan
Som du kan se i illustrationen ovan är den horisontella linjen på hylsan på mikrometern i linje med nollmarkeringen på fingerborg. Detta innebär att skruven just har fullbordat ett helt varv och är på väg att påbörja ett nytt varv. Eftersom fingerringen tydligt har passerat 15,5 mm-märket på hylsan kan vi anta att den sitter direkt på 16 mm-märket, vilket innebär att vårt rör har en diameter på exakt 16 mm. Vissa mikrometrar med skjutmått har dessutom en nieren-skala på hylsan, vilket gör det möjligt att göra mätningar med en noggrannhet på (vanligtvis) en tusendels millimeter (0,001 mm).
Att använda en mikrometer kräver en viss försiktighet om noggranna mätningar ska kunna göras. Ett vanligt misstag är att överdramatisera skruven, vilket kan ge en felaktig mätning på grund av förvrängning av det material som mäts, eller överdramatisering av själva skruvgängorna. Vissa mikrometrar har en spärrmekanism som förhindrar att skruven dras åt för hårt. Ett annat övervägande är den miljö i vilken mikrometern används. Eftersom mikrometerns ram är tillverkad av metall utsätts den för termisk expansion och kontraktion. Mikrometerns noggrannhet garanteras därför endast inom ett relativt snävt temperaturområde. De flesta mikrometrar är konstruerade för att ge exakta mätningar vid cirka tjugo grader Celsius (dvs. rumstemperatur). Mikrometerns ram är vanligtvis en styv metallgjutning, vilket minskar risken för att den böjs eller viker sig när den används. Den kommer också att ha en relativt hög termisk massa, vilket minskar uppvärmningseffekterna av att den hanteras.
Lämna ett svar