Descripción general
Como la mayoría de las magnitudes de las que hablaremos en esta sección, la longitud es una de las magnitudes base definidas por el Sistema Internacional de Unidades. La unidad básica acordada internacionalmente para la longitud es el metro. Los múltiplos y submúltiplos de la longitud más comunes son el kilómetro (un kilómetro equivale a mil metros) y el milímetro (un milímetro equivale a la milésima parte de un metro). Seguro que alguna vez has utilizado una regla, una cinta métrica, un metro o una vara de medir para medir la longitud de diversos objetos. Estos dispositivos de medición habituales (cuyo término genérico es medida) también son utilizados a veces por los científicos, en su caso, para medir la longitud. Normalmente, este tipo de medidas están marcadas (graduadas) con intervalos mayores en centímetros y menores en milímetros. Por lo tanto, con la regla del metro podemos medir la longitud de un elemento de hasta un metro, con una precisión de un milímetro.

Una selección de herramientas comúnmente utilizadas para medir la longitud
Para muchos propósitos, una medida graduada del tipo ilustrado arriba es perfectamente adecuada. Obviamente, hay que tener cuidado al medir. La medida debe colocarse cuidadosamente para asegurarse de que la primera marca de la medida (es decir, la marca que representa el cero) está alineada con un extremo de la longitud que se está midiendo. A continuación, hay que buscar la marca del compás que más se aproxime al otro extremo de la longitud que se está midiendo. Tenga en cuenta que el ojo debe estar verticalmente por encima de la medida y del objeto que se está midiendo para minimizar la posibilidad de errores de paralaje. Si no sabe lo que es un error de paralaje, pruebe a mirar un reloj analógico antiguo (es decir, con agujas) desde diferentes ángulos. Verás que, debido a que las manecillas del reloj no están completamente al ras de la esfera del reloj, puede parecer que apuntan a puntos ligeramente diferentes en la esfera del reloj, dependiendo de tu posición en relación con el reloj.
Otro punto a tener en cuenta aquí es que la resolución del compás está determinada por la menor distancia entre graduaciones menores. En el caso del tipo de medida ilustrado anteriormente, la menor distancia entre graduaciones es normalmente un milímetro. Una definición más formal de la resolución, y que puede aplicarse a las herramientas e instrumentos de medición de todo tipo, es el cambio más pequeño en la entrada que puede detectarse en la salida. En el caso de nuestro medidor graduado en milímetros, un cambio en la longitud que se está midiendo (es decir, un cambio de entrada) de un milímetro se detectará fácilmente, siempre y cuando tengamos el debido cuidado y atención al realizar las mediciones, y tengamos una vista razonablemente buena (o un par de gafas de lectura decentes). La salida en este caso será la posición de la marca en la medida que se alinea con el extremo del objeto que se está midiendo, tal y como lo observa y registra la persona que realiza la medición.
La escala vernier
Cuando se requieren mediciones más precisas de la longitud, o cuando la longitud que se está midiendo no puede ser fácilmente medida con el tipo de medida discutido anteriormente, tenemos que utilizar un tipo diferente de instrumento de medición. Uno de estos instrumentos se llama calibrador de vernier. A continuación se ilustra un típico calibre de vernier. Como puedes ver, tiene un par de mordazas grandes para tomar medidas externas, y un par de mordazas mucho más pequeñas que se pueden utilizar para las medidas internas. Además de la escala graduada estándar que se encuentra en otros tipos de herramientas de medición, el calibre vernier tiene una escala adicional llamada escala vernier, en honor al matemático francés Pierre Vernier que la inventó en 1631. La escala vernier está diseñada para que el usuario pueda detectar variaciones de longitud mucho más pequeñas de las que serían posibles con una medida estándar. Un calibre vernier se utiliza normalmente para medir el diámetro exterior de una varilla o un tubo hueco. En el caso de un tubo hueco, también puede utilizarse para medir el diámetro interior.
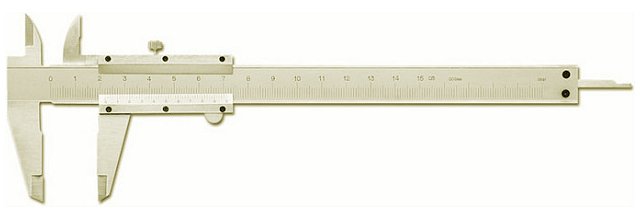
Un típico calibre de vernier
El gráfico siguiente muestra una vista simplificada del calibre de vernier. La escala principal se encuentra en el cuerpo del calibre y está marcada en centímetros, y cada intervalo menor representa un milímetro. La escala del vernier se encuentra en la parte deslizante del calibre y también está marcada aparentemente en milímetros. Sin embargo, un examen más detallado revelará que cada intervalo menor de la escala del nonio es, de hecho, una fracción inferior a un milímetro. En nuestro ejemplo, esa fracción es de una décima de milímetro (0,1 mm). Observará que, como las mordazas del calibrador están cerradas en la ilustración, la marca del cero en ambas escalas está alineada. El resto de las marcas de la escala del vernier están progresivamente desfasadas con respecto a las marcas correspondientes de la escala principal. Aunque esto pueda parecer algo extraño, en realidad nos permite medir la dimensión exterior de un objeto (como una barra de acero o un tubo de cobre, por ejemplo) con una precisión de una décima de milímetro.
Vista parcial simplificada del calibrador con las mordazas cerradas
La siguiente ilustración (abajo) demuestra el principio. Estamos utilizando el calibrador para medir el diámetro de un tubo de aluminio de paredes finas. En realidad, el tubo tiene un diámetro exterior de (aproximadamente) cinco puntos siete milímetros (5,7 mm). Supongamos que no lo sabemos o que intentamos comprobarlo. Si nos fijamos en la marca del cero de la escala del vernier, veremos que se encuentra entre la marca de cinco milímetros y la de seis milímetros de la escala principal. Por lo tanto, nuestro tubo debe tener un diámetro de entre cinco y seis milímetros, y sólo con mirarlo diría que está más cerca de los seis milímetros que de los cinco. Sin embargo, para obtener una cifra más precisa, tenemos que mirar la escala del nonio.
Utilizando el calibre de vernier para medir el diámetro de un tubo
La marca del cero en la escala de vernier, como hemos dicho, se encuentra en algún punto entre la marca de cinco milímetros y la de seis milímetros de la escala principal. Si nos fijamos bien, podemos ver que está bastante más cerca de la marca de seis milímetros, a unos dos tercios de la distancia entre ambas. Recuérdalo, porque influirá en nuestra lectura final.
Ahora vamos a centrarnos en la escala del nonio. El valor de cada intervalo de la escala del nonio suele aparecer en algún lugar de la escala. Si no es así, se puede determinar su valor dividiendo el intervalo más pequeño de la escala principal (en este caso 1 mm) por el número de unidades de la escala vernier (que es 50), por lo que cada intervalo representa un desplazamiento de 1/50 mm, o sea 0,02 mm.
Lo que tenemos que buscar aquí es una marca en la escala vernier que esté aproximadamente a dos tercios de la escala vernier, y que se alinee exactamente con una marca en la escala principal. Esto nos dará el número de unidades que debemos sumar a cinco milímetros para obtener la medida exacta que necesitamos (recuerda que cada unidad en la escala del nonio vale 0,02 mm).
Si te fijas bien, verás que esta alineación se produce en el intervalo treinta y siete de la escala del nonio (hemos mostrado la alineación mediante una flecha roja en la ilustración). Esto significa que el diámetro exterior de nuestro tubo es de 5 mm más 37 × 0,02 mm, es decir, 5,74 mm, lo que confirma la dimensión (aproximada) que se nos dio anteriormente (muchas gracias a Joel Pomerleau por señalar los errores en la versión original de esta descripción).
El micrómetro
El micrómetro es otro dispositivo que se puede utilizar para medir la longitud con un alto grado de precisión. Al igual que el calibre de vernier, las distancias son relativamente pequeñas. El primer tornillo micrométrico de la historia, como se denominó, fue inventado por el astrónomo, matemático y fabricante de instrumentos inglés William Gascoigne (1612-1644) como una mejora de la escala vernier. Se utilizó por primera vez con un telescopio para medir con mayor precisión el tamaño aparente (o diámetro angular) de los objetos del cielo nocturno, como las estrellas y los planetas, y las distancias angulares entre ellos. El tipo más común de micrómetro tiene, con mucho, la forma de un calibre, como el que se muestra a continuación. El primer ejemplo conocido de un dispositivo de este tipo fue desarrollado por el inventor francés Jean Laurent-Palmer (del que se sabe muy poco más) en 1848. El dispositivo suele consistir en un marco en forma de G, cuya «pata» incorpora una escala que puede utilizarse para leer las medidas.
Un típico micrómetro de tipo calibrador
Un tornillo calibrado se aloja en el interior del barril del micrómetro, que está rodeado por un cilindro exterior llamado manguito. Otro componente cilíndrico, llamado dedal, encaja sobre el manguito. Al girar el dedal en el sentido de las agujas del reloj, el tornillo dentro del barril avanza, mientras que al girarlo en sentido contrario, el tornillo retrocede. Al girar el tornillo una vuelta completa, avanza o retrocede una distancia equivalente a su paso (el paso es la distancia entre las crestas de la rosca helicoidal del tornillo, medida en paralelo al eje del tornillo). El paso (también llamado a veces avance) del tornillo suele ser de 0,5 milímetros. El tornillo está unido a una barra metálica circular (normalmente) de cara plana llamada husillo. Cuando el tornillo avanza, empuja el husillo hacia una barra metálica circular corta y plana llamada yunque, que está fijada en el lado opuesto del marco en forma de G. El objeto a medir se coloca entre la cara del husillo y la cara del yunque, y el tornillo se gira hasta que el objeto queda ligeramente sujeto entre las dos caras.
La distancia entre las caras del husillo será la medida que buscamos (en la ilustración anterior, se trata del diámetro de un tubo hueco). Se puede determinar leyendo tanto la escala del manguito como la del dedal. La escala del manguito del micrómetro suele estar marcada a intervalos de medio milímetro. Cualquiera de estas marcas que esté más cerca del borde delantero del dedal (y que siga siendo visible) nos dará la medida que buscamos con una precisión de medio milímetro. Las marcas del dedal nos indican la proporción de una vuelta completa que ha dado el tornillo. En el micrómetro de tipo calibre mostrado arriba, la escala del dedal está dividida en cincuenta (50) intervalos igualmente espaciados. Dado que el paso (o avance) del tornillo es de medio milímetro (0,5 mm), cada intervalo del dedal representa una centésima de milímetro (0,01 mm). Veamos con más detalle las escalas.
La marca del cero en el dedal está alineada con la línea horizontal del manguito
Como puedes ver en la ilustración anterior, la línea horizontal del manguito del micrómetro se alinea con la marca del cero en el dedal. Esto significa que el tornillo acaba de dar una vuelta completa y está a punto de empezar otra. Dado que el dedal está claramente más allá de la marca de quince milímetros y medio en el manguito, podemos suponer con seguridad que se encuentra directamente en la marca de dieciséis milímetros, lo que significa que nuestro tubo tiene exactamente dieciséis milímetros (16 mm) de diámetro. Algunos micrómetros de tipo calibrador tienen además una escala de nonio en el manguito, lo que permite realizar mediciones con una precisión de (normalmente) una milésima de milímetro (0,001 mm).
El uso de un micrómetro requiere cierto cuidado si se quieren realizar mediciones precisas. Un error común es apretar demasiado el tornillo, lo que puede dar lugar a una medición inexacta debido a la distorsión del material que se está midiendo, o al apriete excesivo de las propias roscas del tornillo. Algunos micrómetros incorporan un mecanismo de trinquete que evita que el tornillo se apriete en exceso. Otra consideración es el entorno en el que se utiliza el micrómetro. Como el armazón del micrómetro es de metal, está sujeto a la expansión y contracción térmica. Por lo tanto, la precisión del micrómetro sólo está garantizada dentro de un rango relativamente estrecho de temperaturas. La mayoría de los micrómetros están diseñados para ofrecer mediciones precisas a unos veinte grados centígrados (es decir, a temperatura ambiente). El armazón del micrómetro suele ser una fundición metálica rígida, lo que reduce las posibilidades de que se doble o flexione durante su uso. También tendrá una masa térmica relativamente alta, lo que reduce los efectos de calentamiento al ser manipulado.
Deja una respuesta