Oversigt
Som de fleste af de størrelser, vi vil tale om i dette afsnit, er længde en af de grundmængder, der er defineret i det internationale enhedssystem. Den internationalt aftalte basisenhed for længde er meteren. Almindeligt forekommende multipla og submultipler af længde omfatter kilometeren (en kilometer er lig med tusind meter) og millimeteren (en millimeter er lig med en tusindedel af en meter). Du har uden tvivl brugt en lineal, et målebånd, en metermålestok eller en målepind til at måle længden af forskellige genstande. Disse almindelige måleinstrumenter (hvis fællesbetegnelse er mål) anvendes også af og til af forskere, hvor det er relevant, til at måle længden. Typisk er denne type måleinstrumenter markeret (gradueret) med store intervaller i centimeter og små intervaller i millimeter. Med en metermålestok kan man derfor måle længden af en genstand på op til en meter med en nøjagtighed på millimeter.

Et udvalg af værktøjer, der almindeligvis anvendes til at måle længde
Til mange formål er et målestok af den ovenfor illustrerede type fuldt ud tilstrækkeligt. Der skal naturligvis udvises forsigtighed, når der måles. Målestokken skal placeres omhyggeligt, så det sikres, at det første mærke på målestokken (dvs. det mærke, der repræsenterer nul) er på linje med den ene ende af den længde, der skal måles. Derefter søger man efter det mærke på målestokken, der er mest på linje med den anden ende af den længde, der skal måles. Bemærk, at øjet skal være lodret over målestokken og den genstand, der måles, for at minimere muligheden for parallaksfejl. Hvis du ikke ved, hvad en parallaxfejl er, kan du prøve at se på et gammeldags analogt ur (dvs. et ur med visere) fra forskellige vinkler. Du vil se, at fordi urets visere ikke er helt jævn med urskiven, kan det se ud til, at de peger på lidt forskellige punkter på urskiven, afhængigt af din position i forhold til uret.
Et andet punkt, der skal bemærkes her, er, at målets opløsning bestemmes af den mindste afstand mellem de mindre gradueringer. I tilfælde af den type målestok, der er illustreret ovenfor, er den mindste afstand mellem gradueringerne normalt en millimeter. En mere formel definition af opløsning, som kan anvendes på alle slags måleværktøjer og instrumenter, er den mindste ændring i input, som kan registreres ved output. I tilfældet med vores millimetermålestok vil en ændring i den målte længde (dvs. en ændring af input) på en millimeter let kunne registreres, så længe vi er omhyggelige og opmærksomme, når vi foretager målinger, og har et rimeligt godt syn (eller et par ordentlige læsebriller). Udgangen vil i dette tilfælde være positionen af det mærke på måleren, der er på linje med enden af den genstand, der måles, som observeret og registreret af den person, der foretager målingen.
Vernier-skalaen
Når der er behov for mere nøjagtige målinger af længden, eller når den længde, der skal måles, ikke let kan måles med den type målestok, der er beskrevet ovenfor, er vi nødt til at bruge en anden type måleinstrument. Et sådant instrument kaldes en verniermåler. En typisk skydelære er illustreret nedenfor. Som du kan se, har den et stort par kæber til udvendige målinger og et meget mindre par kæber, der kan bruges til indvendige målinger. Ud over den standardskala med graduering, der findes på andre typer måleværktøj, har en verniermåler en ekstra skala, der kaldes en vernierskala, efter den franske matematiker Pierre Vernier, som opfandt den i 1631. Vernier-skalaen er designet til at gøre det muligt for brugeren at registrere meget mindre variationer i længden, end det ville være muligt ved hjælp af et standardmål. En verniermåler bruges typisk til at måle den udvendige diameter af en stang eller et hult rør. Hvis der er tale om et hult rør, kan den også anvendes til at måle den indvendige diameter.
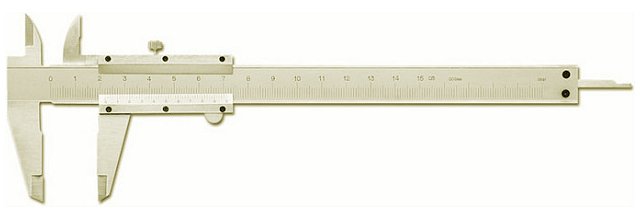
En typisk nøglekaliber
Nedenstående grafik viser en forenklet visning af en nøglekaliber. Hovedskalaen er placeret på kalotten og er markeret i centimeter, idet hvert mindre interval svarer til en millimeter. Noniusskalaen er placeret på den glidende del af målebladet og er tilsyneladende også afmærket i millimeter. En nærmere undersøgelse afslører imidlertid, at hvert mindre interval på noniusskalaen i virkeligheden er en brøkdel mindre end en millimeter. I vores eksempel er denne brøkdel en tiendedel af en millimeter (0,1 mm). Du vil bemærke, at nulmærket på begge skalaer er på linje med hinanden, fordi kæberne på måleapparatet er lukkede på illustrationen. De resterende mærker på noniusskalaen er gradvist ude af trit med de tilsvarende mærker på hovedskalaen. Selv om dette kan virke ret mærkeligt, giver det os faktisk mulighed for at måle den ydre dimension af en genstand (f.eks. en stålstang eller et kobberrør) med en præcision på en tiendedel millimeter.
En forenklet delvis visning af en skydelære med lukkede kæber
Den næste illustration (nedenfor) demonstrerer princippet. Vi bruger målefladen til at måle diameteren på et tyndvægget aluminiumsrør. Røret har faktisk en udvendig diameter på (ca.) 5,7 mm (5,7 mm). Lad os antage, at vi enten ikke ved dette, eller at vi forsøger at verificere det. Hvis du ser på nul-mærket på nonniskalaen, vil du se, at det ligger et sted mellem fem millimeter-mærket og seks millimeter-mærket på hovedskalaen. Vores rør må derfor være mellem fem og seks millimeter i diameter, og bare ved at se på det ville jeg sige, at det var tættere på seks end fem millimeter. For at få et mere præcist tal er vi imidlertid nødt til at se på nonniskalaen.
Anvendelse af en nøglekaliber til at måle diameteren på et rør
Nulpunktet på nøgleskalaen ligger som sagt et sted mellem fem millimeter-mærket og seks millimeter-mærket på hovedskalaen. Hvis vi ser nærmere efter, kan vi se, at det ligger betydeligt tættere på seks millimeter-mærket, på omkring to tredjedele af afstanden mellem de to. Husk det, for det vil have betydning for vores endelige aflæsning.
Lad os nu vende vores opmærksomhed mod selve nonniskalaen. Værdien af hvert interval på vernierskalaen er normalt vist et eller andet sted på skalaen. Hvis ikke, kan du bestemme værdien ved at dividere det mindste interval på hovedskalaen (i dette tilfælde 1 mm) med antallet af enheder på vernierskalaen (som er 50), så hvert interval repræsenterer en forskydning på 1/50 mm, eller 0,02 mm.
Det, vi skal lede efter her, er et mærke på nonniskalaen, der ligger ca. to tredjedele af vejen langs nonniskalaen, og som flugter nøjagtigt med et mærke på hovedskalaen. Dette vil give os det antal enheder, som vi skal lægge til fem millimeter for at få den nøjagtige måling, vi har brug for (husk, at hver enhed på nonniskalaen er 0,02 mm værd).
Hvis du ser nøje efter, vil du se, at denne justering sker ved det syvogtredivte interval på nonniskalaen (vi har vist justeringen ved hjælp af en rød pil på illustrationen). Det betyder, at den udvendige diameter på vores rør er 5 mm plus 37 × 0,02 mm, dvs. 5,74 mm, hvilket bekræfter den (omtrentlige) dimension, som vi fik ovenfor (mange tak til Joel Pomerleau for at gøre os opmærksom på fejlene i den oprindelige version af denne beskrivelse).
Mikrometeret
Mikrometeret er et andet apparat, der kan bruges til at måle længden med en høj grad af præcision. Ligesom med nøglekaliberen er de pågældende afstande relativt små. Den allerførste mikrometriske skrue, som den blev kaldt, blev opfundet af den engelske astronom, matematiker og instrumentmager William Gascoigne (1612-1644) som en forbedring af vernierskalaen. Den blev først brugt sammen med et teleskop til mere nøjagtigt at måle den tilsyneladende størrelse (eller vinkeldiameter) af objekter på nattehimlen, f.eks. stjerner og planeter, og de vinkelmæssige afstande mellem dem. Langt den mest almindelige type mikrometer er i form af en skydelære, som den, der er vist nedenfor. Det tidligste kendte eksempel på et sådant apparat blev udviklet af den franske opfinder Jean Laurent-Palmer (om hvem man tilsyneladende ikke ved meget andet) i 1848. Apparatet består typisk af en G-formet ramme, hvis “ben” er forsynet med en skala, som kan bruges til at aflæse målinger.
Et typisk mikrometer af kalottetypen
En kalibreret skrue er anbragt inde i mikrometerets tønde, som er omgivet af en ydre cylinder, der kaldes hylsteret. En anden cylindrisk komponent, kaldet fingerbøl, passer over hylsteret. Ved at dreje fingerringen med uret bevæges skruen i tønden fremad, mens skruen bevæges mod uret og trækker sig tilbage. Når skruen drejes en hel omdrejning, bevæger den sig fremad eller tilbage med en afstand svarende til dens stigning (stigningen er afstanden mellem skruens spiralformede gevindkamme, målt parallelt med skruens akse). Skruens stigning (undertiden også kaldet stigning) er typisk 0,5 millimeter. Skruen er fastgjort til en (sædvanligvis) flad, cirkulær metalstang kaldet spindlen. Når skruen bevæger sig fremad, skubber den spindlen hen imod en kort, flad, cirkulær metalstang kaldet ambolt, som er fastgjort til den modsatte side af den G-formede ramme. Den genstand, der skal måles, anbringes mellem spindlens og amboltens flade, og skruen drejes, indtil genstanden holdes let fast mellem de to flader.
Afstanden mellem spindlens flader vil være det mål, vi leder efter (i illustrationen ovenfor er det diameteren på et hult rør). Det kan bestemmes ved at aflæse både skalaen på ærmet og skalaen på fingerbølen. Skalaen på mikrometerets hylster er typisk markeret med halvmillimeterintervaller. Den af disse markeringer, der er tættest på fingerbølens forkant (og stadig er synlig), vil give os den ønskede måling med en nøjagtighed på nærmeste halve millimeter. Markeringerne på fingerringen fortæller os, hvor stor en del af en hel omdrejning skruen faktisk har foretaget. På det ovenfor viste mikrometer af målebladstype er skalaen på fingerringen inddelt i halvtreds (50) lige store intervaller. Da skruens stigning (eller stigning) er en halv millimeter (0,5 mm), repræsenterer hvert interval på fingerbølen en hundrededel af en millimeter (0,01 mm). Lad os se nærmere på skalaerne.
Nulmærket på fingerbølen er på linje med den vandrette linje på hylsteret
Som du kan se på illustrationen ovenfor, er den vandrette linje på mikrometerets hylster på linje med nulmærket på fingerbølen. Det betyder, at skruen netop har fuldført en hel omgang og er ved at påbegynde en ny. Da krumtappen tydeligvis er betydeligt forbi 15,5 mm-mærket på hylsteret, kan vi roligt antage, at den sidder direkte på 16 mm-mærket, hvilket betyder, at vores rør har en diameter på præcis 16 mm. Nogle mikrometre af målebladstype har desuden en noniusskala på hylsteret, som gør det muligt at foretage målinger med en præcision på (typisk) en tusindedel af en millimeter (0,001 mm).
Anvendelse af en mikrometer kræver en vis omhu, hvis der skal foretages nøjagtige målinger. En almindelig fejl er at overspænde skruen, hvilket kan give en unøjagtig måling på grund af forvrængning af det materiale, der måles, eller overspænding af selve skruetrådene. Nogle mikrometre er forsynet med en ratlemekanisme, der forhindrer, at skruen overspændes. Et andet aspekt er det miljø, som mikrometeretret anvendes i. Da mikrometerets ramme er fremstillet af metal, er den udsat for termisk udvidelse og sammentrækning. Mikrometerets nøjagtighed er derfor kun garanteret inden for et relativt snævert temperaturområde. De fleste mikrometre er konstrueret til at give nøjagtige målinger ved ca. 20 grader celsius (dvs. stuetemperatur). Mikrometerets ramme er typisk en stiv metalstøbning, hvilket mindsker risikoen for, at det bøjer eller bøjer sig under brug. Den vil også have en relativt høj termisk masse, hvilket reducerer opvarmningseffekten ved håndtering.
Skriv et svar